化工廠工藝管道安裝質量控制管理
2020-06-10 100
薄板焊接變形的質量控制包括從鋼板切割開始到裝夾、點固焊、施焊工藝、焊后處理等,其中還要考慮所采用的焊接方法、有效地變形控制措施。
1、焊接方法對焊接變形的影響
合適的焊接方法需要考慮生產效率和焊接質量,所以焊接方法、焊接工藝和焊接程序顯著影響焊接變形的水平。因此所采用的焊接方法必須具有高的熔敷效率和盡量少的焊道。
1.1盡可能減少不必要的焊縫;
1.2合理安排焊縫位置:焊縫位置應便于施焊,盡可能對稱分布焊縫?;
1.3?合理地選擇焊縫的尺寸;焊縫設計為角焊縫、搭接焊縫(角焊縫焊接變形小于對接焊縫變形);
2、點固焊工藝對焊接變形的影響
點固焊不僅能保證焊接間隙而且具有一定的抗變形能力。但是要考慮點 固焊焊點的數量、尺寸以及焊點之間的距離。對于薄板的變形來說,點固焊工藝不合適就有可能在焊接之前就產生相當的殘余焊接應力,對隨后的焊接殘余應力積累帶來影響。點焊尺寸過小可能導致焊接過程中產生開裂使焊接間隙得不到保證,如果過大可能導致焊道背面未熔透而影響接頭的美觀連續性。點固焊的順序、焊點距離的合理選擇也相當重要。

3、裝配應力及焊接程序對薄板焊接變形的影響
應盡量減少焊接裝配過程中引起的應力,如果該應力超過產生變形的臨 界應力就可能產生變形。裝配程序注意盡量避免強行組裝,并核對坡口形式、坡口角度和組裝位置;
對接接頭焊接:
板厚≤2的無論單面焊還是雙面焊都可以不開坡口,
板厚2.5~3.0mm雙面焊可以不開坡口,但只能單面焊時,可以將坡口間隙放大到1~2mm或開坡口焊接;
板厚3.0~4.5mm雙面焊時應在背面用小砂輪清根;只能單面焊時都應開坡口;
板厚≥4.5mm的無論單面焊和雙面焊都必須開坡口焊接;? 對接焊可視坡口間隙的大小情況而決定是加絲焊還是不加絲自熔焊,但應保證背面成形良好;
坡口尺寸如示意圖1,2
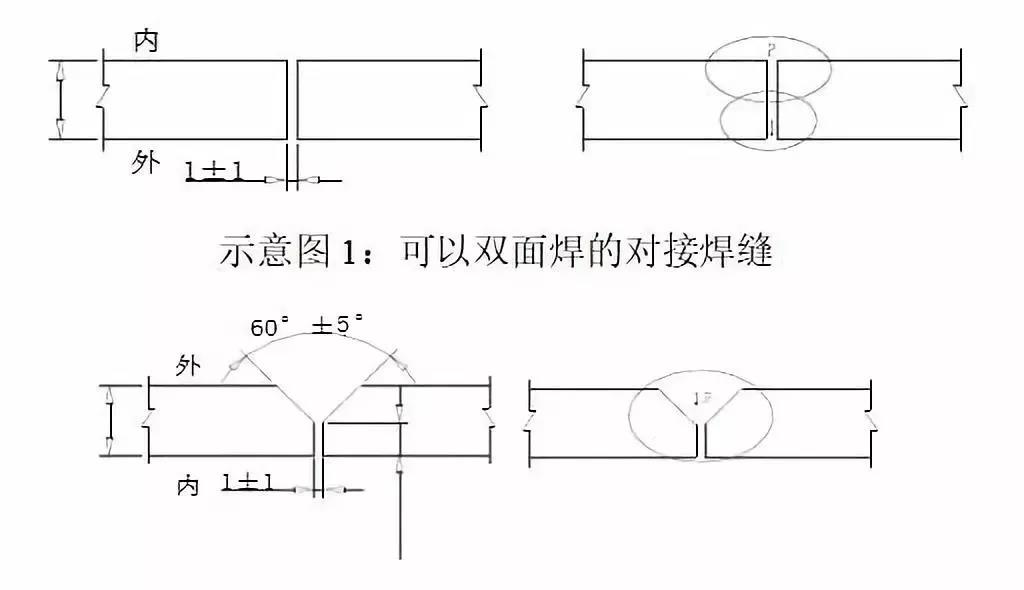
示意圖2:只能單面焊的對接焊縫
不同的焊接程序對焊接殘余應力的影響不同,注意采用分散對稱焊工藝,長焊縫盡可能采用分段退焊或跳焊工藝;
4、焊接熱輸入對薄板焊接變形的影響:
焊接熱輸入對焊接殘余應力和變形有影響,所以在保證焊縫成形良好的情況下,盡可能采用小的焊接熱輸入,從而保證得到小的焊接應力和變形。如何控制焊接熱輸入包括焊接電流、焊接電壓、焊接速度的合理選擇,在保證焊透的情況下應盡量使用小的焊接電流。焊工在焊前應檢查坡口的錯邊情況,錯邊量合格后才能施焊。
5.變形控制工藝措施:
5.1?焊前控制措施
(1)?剛性固定法是采用強制手段來減小焊后變形的。采用設計合理的組對組焊胎夾具,將焊件固定起來進行焊接,增加其剛性,達到減小焊接變形的目的,保證裝配尺寸和形位公差要求。當薄板面積較大,焊縫較長時,可采用壓鐵法,分別放在焊縫兩側來減小焊接變形,如同時使用銅板壓緊輔助散熱,效果更佳;
(2)?焊接時待焊件間隙應在保證焊透、保證焊縫尺寸的情況下越小越好,切割熔渣與剪切毛刺應清除干凈,以減小焊接變形;
(3)?焊接之前應采用較小直徑的焊條進行點焊(定位焊),增加焊件剛性,對減小焊接變形有利。
5.?2焊后控制措施
采用多點加熱的方式矯正薄板焊后的凹凸變形,加熱點直徑一般不小于15mm,加熱時點與點的距離應隨著變形量的大小而定,一般在50~100mm之間,配合使用專業的調平設備真空調平機效果更佳;
5.3焊接過程中控制措施
焊前和焊后的控制措施大多需要專用的工藝裝備,在生產過程中增加了一道工序,并且受工件具體結構的影響,同時結合焊接過程中一些工藝措施進行控制:
(1)、預先反變形;
反變形方法是根據生產中已經發生變形的規律,預先把焊件人為地制出一個變形,使這個變形與焊后發生的變形方向相反而數值相等。即事先估計好結構變形的大小和方向,然后在裝配時給予一個相反方向的變形,與焊接變形相抵消。
(2)、銅板墊塊散熱法;
(3)、錘擊或碾壓焊縫釋放應力;
(4)、焊接加強筋,增加零件剛性;


